Une STEP SBR AQUAOPTIMA pour votre Projet Bâtiment
Au stade de l’élaboration de son projet de bâtiment (création, extension, mise aux normes), l‘exploitant doit intégrer la problématique du sort de ses effluents produits par son activité, démarche nécessaire notamment pour l’obtention d’autorisations d’urbanisme, l’octroi de subventions.
Il peut ainsi opter pour le stockage de ceux-ci mais cette solutions n’est pas sans inconvénients techniques (étanchéité et durabilité du dispositif de stockage) et économiques (perte de temps , usure des machines engendrée, dépenses de carburant engendrées par l’épandage).
Face aux nombreux aléas que comporte cette option, le choix du traitement des effluents présente des atouts incontestables en terme de gain de temps et de confort.
Le système de traitement par SBR (Sequency Bach Reactor) est un procédé de traitement initié en Amérique du Nord.
Ce type de filière agrée par l’Institut de l’Elevage est particulièrement destinée aux PME-PMI du secteur agro-industriel de petite à moyenne taille et produisant des effluents peu chargés, de façon discontinue sur une période de 24 heures. Sont particulièrement concernés les ateliers de transformation laitiers et frugicoles.

Mars
2020
Les Plus des SBR AQUAOPTIMA
Le procédé SBR a été adapté par notre société afin d’obtenir les meilleurs rendements épuratoires, permettant ainsi de satisfaire aux dispositions des schémas sanitaires départementaux et en toute circonstances, de rejeter des effluents en deçà des seuils suivants :
DBO5 : 25 mg/l
DCO : 125 mg/l
MES : 35 mg/l
Pour parvenir à ces résultats, notre société a fait évoluer le procédé SBR qui présente les avantages suivants :
1. INGENIERIE ABOUTIE
- Adjonction d’un compartiment dit de stockage-tampon accueillant les flux non continus, évitant ainsi les chocs de traitement et constituant une sécurité en cas d’alimentation par un effluent indésirable.
- Calcul et adaptation spécifique pour chaque unité de traitement du volume de cuverie permettant d’obtenir un temps de séjour hydraulique optimum.
- Aération par compresseur assurant renouvellement de l’air dans la cuverie et maintien d’une température minimale de l’effluent, indispensable à son traitement, idéal en zones froides !
2. CONFORT
Fonctionnement entièrement automatisé piloté par armoire de contrôle intelligente.
3. FIABILITE
Matériel de fabrication européenne sélectionné pour sa robustesse et son meilleur rapport qualité-prix.
4. SIMPLICITE ET RAPIDITE DE MISE EN OEUVRE
Réacteur livré sur site déjà entièrement équipé, diminuant ainsi les coûts de terrassement.
5. TRANQUILITE
- Garantie contractuelle des niveaux de rejets conformément aux offres-marchés.
- Suivi technique des installations et SAV réactif.
- Réalisations de toutes études de dimensionnement.
- Mise en relation avec nos spécialistes du montage de dossiers de subvention.

Confort grâce au fonctionnement automatisé

Les STEP SBR AQUAOPTIMA: la simplicité et la rapidité de mise en oeuvre

Une ingénierie aboutie permettant d'obtenir les meilleurs rendements épuratoires

Votre STEP SBR posée: intégration parfaite et encombrement minimum!
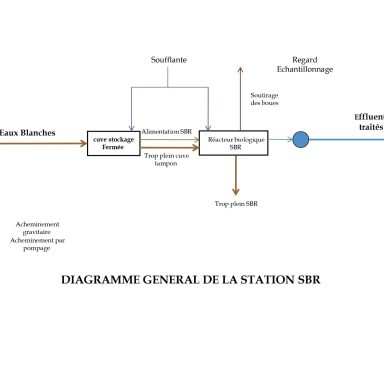
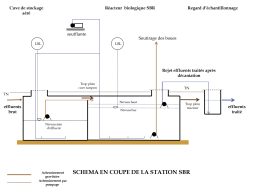
1. REMPLISSAGE DU STOCKAGE-TAMPON
Remplissage progressif par gravité du compartiment au gré des productions journalières. Cette phase permet un pré-traitement
de l’effluent.
2. VIDANGE DU STOCKAGE-TAMPON ET REMPLISSAGE DU REACTEUR
Acheminement des effluents prétraités dans le stockage-tampon vers le compartiment réacteur par pompage automatisé, le volume d’effluent ainsi alimenté remplace celui déjà traité dans le réacteur pour être rejeté vers le milieu naturel.
3. DECANTATION-AERATION
Poursuite du traitement de l’effluent par décantation-aération cadencée entièrement automatisée, permettant de réaliser la séparation des matières en suspension (MES).
4. VIDANGE DES EAUX TRAITEES
Evacuation des eaux claires vers le milieu naturel.
5. POMPAGE DES BOUES
Fruit de leur séparation de l’effluent brut, les faibles quantités de boues produites sont soutirées par pompage automatisé et dirigées vers l’aire de stockage adaptée (ASA) telle qu’une fosse à lisier. Ces boues, riches en nutriments concentrés seront idéalement destinés à la fertilisation des sols.

Copyright ©. Tous droits réservés.